2. 在加工长工件时,工件和枪钻应使用固定中心架,此外,钻杆还需要有1-3个移动支撑架。
3. 工件上的中心孔一定要小于枪钻的直径,如果中心孔的尺寸无法减少,可使用特殊的导向套。
4. 开始钻削时,必须使用导向钻套,钻套的内径与钻头直径匹配,钻套的内径要磨至IT6级,工件较短或孔直线度要求不高时,亦可采用在工件上预钻导向孔来导向。
5. 钻套是易损件,当钻套内径磨损量大于0.02mm时,该钻套就应该调换,最好使用硬质合金钻套,陕西金石机械深孔钻机,基本采用的钻套材料为硬质合金。
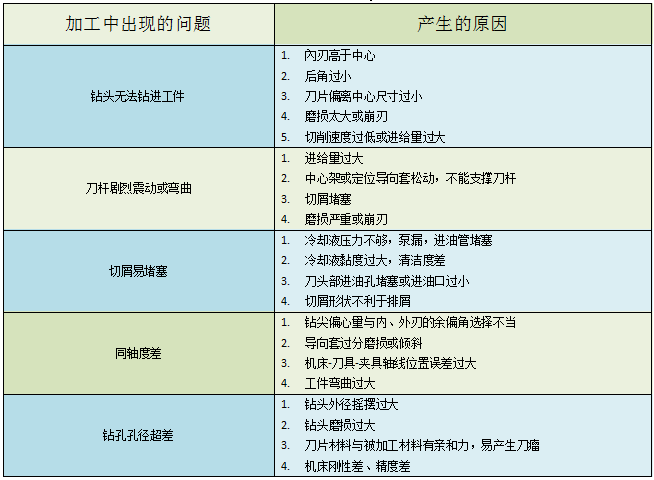
6. 枪钻加工中常遇到的问题和产生的原因见下表: